俇丏僾儘僙僢僒偵傛傞嶌嬈偺幚嵺
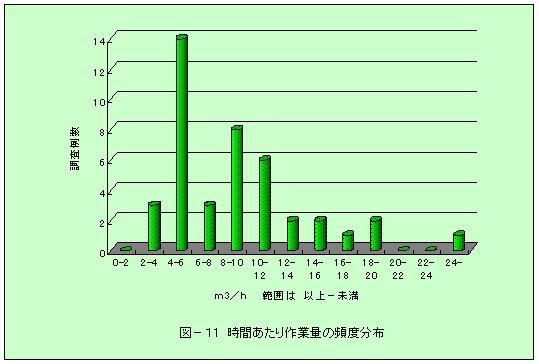
丂慡崙偱偺挷嵏椺偐傜侾帪娫偁偨傝偺憿嵽擻椡傪偲傝傑偲傔偨偺偑恾亅侾侾偱偁傞丅
丂偙偺恾偼婡夿偺庬椶丄僆儁儗乕僞偺媄検丄尰応偺抧宍忦審摍傕條乆側傕偺傪廤傔偨傕偺偱偁傞丅曄摦偺暆偑戝偒偔丄柧妋側巜恓偲側傞僨乕僞偼摼傜傟偰偄側偄丅
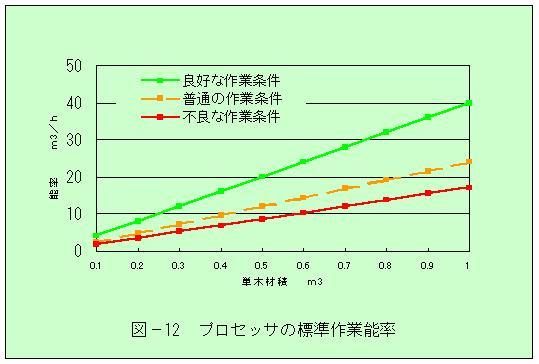
| 嶌嬈忦審 | 椙岲 | 晛捠 | 晄椙 |
| 儀乕僗儅僔儞 | 0.45m俁媺 | 0.45m俁媺 | 0.25m俁媺 |
| 嶌嬈搚応 | 妋曐偝傟偰偄傞 | 嫹偄偐椦摴忋 | 嵽偺偲傝夞偟偵巟忈桳傝 |
| 嵽偺堏摦 | 慁夞堏摦掱搙 | 悢m偺堏摦 | 悢m埲忋偺堏摦 |
偪傚偭偲堦尵
丒乽昗弨岟掱乿丒丒丒暦偒姷傟側偄尵梩偱偡丅
丂偙傟偼丄偁傞嶌嬈偵偍偗傞昗弨揑側嶌嬈擻棪傪昞偟偨尵梩偱偡丅椦嬈婡夿偺暘栰偱偼乽岟掱乿偲偄偆梡岅傪偟偽偟偽梡偄傑偡偑丄偙傟偼乽岺掱乿偱偼側偔乽惗嶻惈乿偁傞偄偼乽擻棪乿傪昞偡椦嬈婡夿娭學偺愱栧梡岅偱偡丅丂峀帿墤乿傪挷傋偰傒偨偺偱偡偑嵹偭偰偄傑偣傫偱偟偨丅偙偺庤堷偒偱偼偳偆偟偰傕昁梫側応崌埲奜偼乽擻棪乿偁傞偄偼乽惗嶻惈乿偲昞偟傑偟偨丅
丒嵽愊偵傛傞擻棪昡壙偺栤戣揰
丂尰応偱偺娤嶡偱偼丆乽僾儘僙僢僒偺嶌嬈偼嵽挿偑摨偠偱偁傟偽彮乆懢偝偑曄傢偭偰傕嵽偺堏摦偐傜憲嵽乮巬暐偄乯丆嫎抐偵偐偐傞嶌嬈帪娫偼梋傝曄傢傜側偄偺偱偼側偄偐乿偲姶偠偰偄傑偟偨丅
偦偙偱幚嵺偵尰抧偱偺應掕傪峴偭偨偲偙傠偙偺孹岦偑妋偐傔傜傟傑偟偨丅摿偵丆憲嵽椡偑戝偒偔巬暐偄擻椡偺崅偄戝宆偺婡庬偱偼丆嵽偺懢偝偵傛傞塭嬁偼彫偝偔側傞偲峫偊傜傟傑偡丅偙偺偨傔丄崱屻偼僾儘僙僢僒偺擻棪傪嵽愊偺傒偱側偔丄憿嵽偟偨偺傋偺挿偝乽憤憿嵽挿乿傪梡偄偰昡壙偡傞昁梫偑偁傝傑偡丅
丂偙偺傛偆側婡夿偺摿惈偑偁傞偵傕娭傢傜偢嵽愊偺傒偱擻棪傪峫偊傞偲丆婡夿偺惈擻偑僼儖偵敪婗偝傟偰傕彫宎栘偺尰応偱偼杮棃偺擻椡偑敪婗偝傟偰偄側偄傛偆偵昡壙偝傟丄戝宎栘偺尰応偱偼杮棃偺擻椡埲忋偵昡壙偝傟偰偟傑偆晄搒崌偑惗偠傑偡丅
丂嬶懱揑側挷嵏椺偱偼丄巬梩偺張棟傗偼偄愊傒側偳偺暃嶌嬈傪娷傔傞偲侾帪娫偁偨傝500m掱搙偱偟偨丅
 丂
丂